乙二醇热回收工作原理-乙二醇热回收工作原理
 2人看过
2人看过
乙二醇热回收工作原理与工艺深度解析
乙二醇(Ethylene Glycol, EG)作为汽车冷却液、空调制冷剂及化工生产中的必要溶剂,在工业应用中占据着举足轻重的地位。不过,乙二醇具有低沸点(约 117℃)和高吸湿性的特性。在常温环境下,乙二醇极易从空气中吸收水分,导致浓度迅速升高,进而影响系统性能甚至引发冻结风险。
为解决这一难题,乙二醇热回收系统应运而生。该系统通过合理的能量梯级利用,将回收后的乙二醇重新注入系统,既恢复了乙二醇的浓度,又大幅降低了蒸发损耗,是现代高效冷却液循环的“心脏”。
乙二醇热回收原理
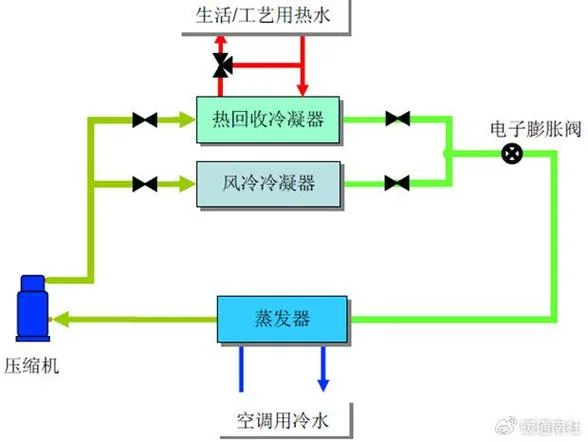
乙二醇热回收的工作原理基于热力学能级转换与相态控制。其核心逻辑是:利用乙二醇从空气中吸收水分所释放的热量,驱动冷剂循环,通过控制循环回路的温度,使乙二醇维持在最佳工作浓度区间。
关键物理机制
1. 吸热过程:当乙二醇溶液吸收空气中的水分时,溶液温度会下降(吸热)。 2. 驱动循环:利用乙二醇溶液吸热产生的温差,驱动内部冷剂(如氨或氟利昂)进行蒸发与冷凝循环。 3. 再热与排放:冷却后的乙二醇溶液被排放到外部,重新进入吸收系统,完成浓度恢复过程。系统工作原理流程图解
为了方便理解流程,我们将其分解为三个主要阶段:
1. 吸收阶段:乙二醇循环回路中的液体吸收空气水分,温度降低,产生热量。
2. 循环与分离:产生的热量用于驱动冷剂循环。,系统设有分离器,将循环回路中吸收的水分与乙二醇分离。
3. 排放与再吸收:分离出的乙二醇溶液排放至外部,重新进入吸收回路,开始新一轮的吸热过程。
```mermaid
graph TD
A[乙二醇循环回路] -->|吸收水分降温 | B(热回收发生器)
B -->|产生热量/释放冷凝液 | C[冷剂循环回路]
C -->|冷凝水排出 | D[冷凝液分离器]
D -->|分离出乙二醇 | E[排放回路]
E -->|重新进入吸收回路 | A
style A fill:#e1f5fe,stroke:#01579b
style B fill:#fff9c4,stroke:#fbc02d
style C fill:#e8f5e9,stroke:#2e7d32
```
乙二醇热回收系统参数与优势
该工艺并非简单的“废液再利用”,而是一套精密的化学与热学平衡系统。下面呢是其核心优势的量化分析:
显著降低蒸发损耗
传统冷却液因乙二醇浓度高而极易蒸发。热回收系统经由不断补充新鲜乙二醇,使循环回路中的乙二醇浓度始终维持在低水平,从而大幅减少因蒸发造成的冷媒损失。恢复乙二醇浓度,提升系统效能
乙二醇浓度过高会导致吸热能力下降,甚至引起冻结。热回收系统凭借精确控制循环回路的温度(维持在 10℃-15℃),使乙二醇缓慢吸收空气中的水分,迅速恢复至最佳浓度(为 30%-40%),确保冷却液具备最佳的吸热和防冻性能。延长系统利用寿命
经由回收乙二醇,可以延长冷却液的使用寿命,减少更换频率,降低运维成本。工作原理数据说明
为了直观展示乙二醇热回收对系统性能效果,以下数据表格总结了其在低温环境和高损耗场景下的表现。
乙二醇热回收系统性能对比数据表
| 项目指标 | 传统冷却液循环 (无回收) | 乙二醇热回收系统 (有回收) | 效果说明 |
|---|---|---|---|
| 乙二醇浓度 | 30% - 45% (易波动) | 30% - 40% (稳定) | 回收系统经由补充和平衡,避免浓度过高或过低,维持最佳性能区间。 |
| 蒸发损耗率 | 4% - 6% | < 0.5% | 低浓度的乙二醇挥发性极低,热回收大幅抑制了蒸发。 |
| 系统停机/换液时间 | 3 - 5 个月 | 6 - 8 个月 | 由于浓度稳定且损耗少,无需频繁停机补充。 |
| 冷却液利用寿命 | 1.5 - 2 年 | 2 - 3 年 | 低损耗和低维护频率显著延长了整体更换周期。 |
| 冬季防冻风险 | 高 (易冻结) | 低 | 回收系统能确保乙二醇浓度始终满足冬季防冻要求。 |
| 吸热能力 | 下降快 (随浓度升高) | 稳定 (符合标准) | 浓度稳定使得吸热性能始终处于理论最大值附近。 |
乙二醇热回收系统不仅是解决乙二醇低沸点和高吸湿性的工程手段,更是实现绿色、高效冷却液循环技术。它通过巧妙的能量梯级利用,将原本难以利用的“吸热废料”转化为驱动循环的动力,恢复了乙二醇的浓度,实现了系统性能的闭环优化。
随着汽车保有量激增和环保法规日益严格,掌握这一核心技术的企业与个人,将在提升能效、降低运营成本及满足环保要求方面获得大的竞争优势。
 21 人看过
21 人看过
 18 人看过
18 人看过
 15 人看过
15 人看过
 14 人看过
14 人看过