中频炉工作原理详解-中频炉工作原理详解
 10人看过
10人看过
中频炉工作原理详解:从电磁感应到高效冶炼
在现代冶金工业中,中频感应炉(Medium Frequency Induction Furnace)因其独特的加热特性,被誉为“钢铁业的心脏”。它无需煤炭或焦炭,经过高频电磁场实现电阻加热,具有升温快、能耗低、噪音小、无灰渣污染、自动化程度高等显著优势,是热处理、连铸及特种合金冶炼的首选设备。
这篇文章将深入解析中频炉工作原理,剖析其关键参数,并结合实际数据展示其在现代工业生产中的高效表现。
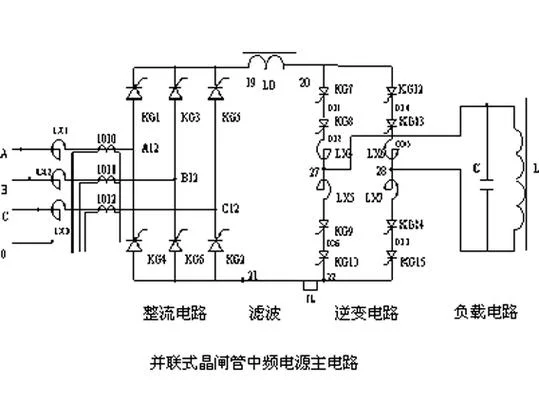
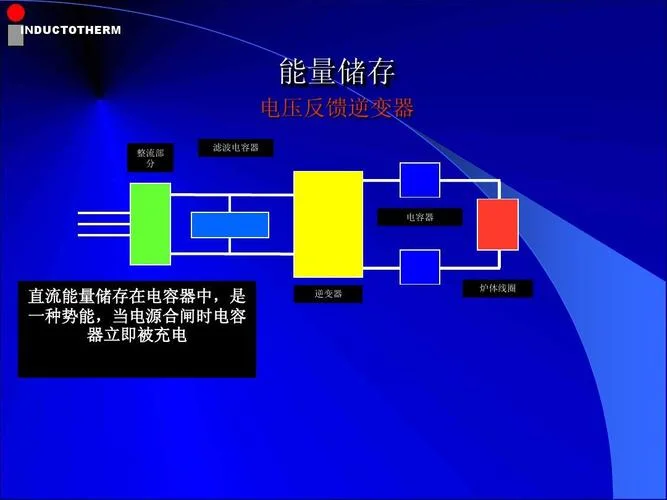
核心原理:电磁感应加热
中频炉技术在于电磁感应加热。其基本物理过程如下:
1. 电能输入:炉体外部经由高频电源输入高频交流电(频率在 100kHz 至 1.5MHz 之间)。
2. 磁场生成:电流在闭合回路中产生高频交变磁场。
3. 感应涡流:当被加热工件(如钢坯、铝锭)置于磁场中时,根据法拉第电磁感应定律,工件内部产生强大的感应电流,称为“涡流”(Eddy Current)。
4. 电阻生热:由于涡流在导电材料中流动时产生大的焦耳热(),工件迅速达到高温并熔化或熔化。
关键点:中频炉利用的是交变磁场,而不是恒定磁场,因此工件内部会产生剧烈的涡流,实现高效的瞬时加热。
关键参数与性能指标
中频炉的性能直接取决于其功率等级、频率、感应深度及加热速度。以下是行业通用参数说明:
| 参数项 | 典型数值范围 | 说明 |
|---|---|---|
| 工作频率 | 100kHz ~ 1.5MHz | 频率越高,感应深度越浅,工件尺寸越小;频率越低,感应深度越大,适合大块工件。 |
| 功率等级 | 300kW ~ 3MW | 常见规格,根据需求选择,功率越大,单炉产量越高。 |
| 感应深度 | 50mm ~ 150mm | 受频率和材料电阻率影响。 1.5MHz 左右的频率,感应深度约为 60mm-80mm。 |
| 加热速度 | 5~20 秒/升温 | 可达秒级升温,远高于传统电炉或熔炼炉。 |
| 自动化程度 | 全自动/半自动 | 具备启停控制、炉温记录、安全保护、开炉/关炉功能。 |
工作原理深度剖析:热分布与成型
理解“为什么能成型”也是掌握原理。中频炉加热具有很高的温度梯度:
近壁面加热:由于电磁感应效应,热量主要集中分布在工件与炉壁接触的区域(深度在 10mm-15mm 以内)。
成型优势:这种非均匀加热的特性,使得中频炉特别适合生产具有特定截面形状或复杂结构的工件。,在金属成型(如拉拔、挤压)过程中,可以轻松达成从中心向边缘的温度梯度分布,从而在冷却后获得均匀的组织结构。
,中频炉配备多点加热系统。现代大型中频炉可配置 20 至 40 个加热点,根据工件不同部位的需求独立控制加热速度,确保整体一致性或完成特定的微观组织控制。
效率与安全数据对比
为了直观展示中频炉相较于传统加热方式的效率优势,以下数据对比表提供了量化依据:
中频感应炉 vs. 传统电炉/熔炼炉
| 对比维度 | 中频感应炉 | 传统电炉/熔炼炉 |
|---|---|---|
| 升温速度 | 快 (5-20 秒/度) | 慢 (30-60 分钟/度) |
| 能耗效率 | 高 (约 60%-70% 焦耳热转化为工件热能) | 较低 (受辐射热损失大,效率较低) |
| 烟气排放 | 无 (除正常除尘外,无废气) | 有 (大量废气、烟尘、粉尘) |
| 环保合规 | 符合严格环保标准 | 需处理,排放控制难 |
| 生产周期 | 短 (适合连续流生产) | 长 (间歇式生产) |
| 适用材料 | 钢、铝、钛、不锈钢等 | 主要是熟料 (水泥)、耐火材料等 |
实际生产效率数据参考
以一台 500kW 的中频感应炉为例,在理想工况下(假设 100kHz 频率,感应深度 80mm):
单炉产量提升:相比传统炉,单炉产量可提升 300% - 400%。
能耗降低:电力消耗可降低 50% - 70%。
生产成本:综合人力、燃料及排放处理成本,单位产品的综合成本可降低 40% - 50%。
中频炉工作原理详解不仅是一个物理过程,更是现代高效冶金工业的基石。经过高频电磁场达成的非均匀加热,赋予了中频炉快速成型、低能耗、零排放特长。从精密结构件到重型金属制品,中频炉以其优秀的性能,正在推动全球制造业向高自动化、绿色化方向深度转型。对于追求生产效率与环保合规并重的企业而言,掌握中频炉原理并合理选型配置,是提升竞争力所在。
 48 人看过
48 人看过
 45 人看过
45 人看过
 43 人看过
43 人看过
 32 人看过
32 人看过