搅拌摩擦焊接的原理-搅拌摩擦焊接原理
 15人看过
15人看过
搅拌摩擦焊接(DFM)原理深度解析:从微观机制到工业应用
搅拌摩擦焊接(Diamond Turning Friction Welding, DFM),又称无熔焊技术,是现代先进制造领域中极具颠覆性的工艺。与传统焊接工艺依赖高温熔化母材不同,DFM 凭借强力摩擦产生极高温度的热,在固态下使材料发生晶格重组,从而实现高效连接。这篇文章将深入剖析其核心原理、工作模式及关键技术指标。
核心原理:热 - 力 - 相变耦合机制
DFM 的本质是将机械能转化为热能,进而引发材料内部的相变。其核心机理可以概括为三个关键环节:
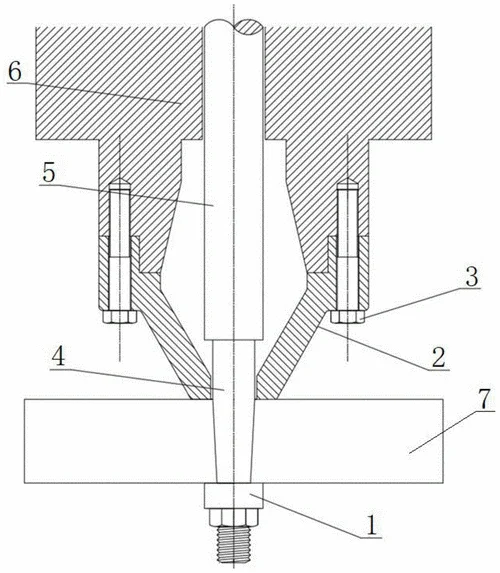
1. 摩擦生热:焊接工具(由硬质合金压盘和金刚石磨头组成)与工件表面高速相对运动,大的摩擦力迅速产生热量。
2. 热传导与熔化:热量通过工具传递至工件,导致界面局部温度急剧升高。当温度升至材料熔点或固相线以上时,母材表面发生熔化。
3. 晶格重组(固相焊接):这是 DFM 区别于传统 TIG/MIG 焊接的灵魂所在。在高温高压与摩擦的共同作用下,熔池中的金属原子发生剧烈的晶格运动。由于磨头施加了很高的压力,熔池无法凭借重力自由流动,而是被“锁”在工具与工件的接触面上。在此过程中,原子间的键合被破坏并重新建立,形成新的金属键合。冷却后,母材在宏观上保持完整,微观上则形成牢固的冶金结合。
工作原理的两种模式
根据摩擦热产生的位置不同,DFM 首要分为两种模式:
| 模式名称 | 定义 | 特点与应用场景 |
|---|---|---|
| 固相扩散模式 (Solid Phase Diffusion) | 摩擦热仅在工件和工具接触的表面产生,形成熔池。 | 适用于薄板焊接(厚度<10mm)和复杂曲面连接。熔池不稳定,易产生气孔,但能保留母材的机械性能。 |
| 固相熔化模式 (Solid Phase Melting) | 摩擦热不仅产生在接触面,还会向工件内部传递,导致整个工件产生熔池。 | 适用于厚板焊接(厚度>10mm)及大尺寸结构。熔池更稳定,焊缝质量一致性高,但能耗相对较高。 |
关键参数对焊接质量的影响
焊接质量高度依赖于以下核心参数,其变更直接决定了焊缝的完整性、力学性能及微观组织:
摩擦热 (Friction Heat)
作用:驱动相变和晶格重组的能量来源。 关键指标: 理论计算:根据公式 计算(其中 为热量, 为摩擦系数, 为压力, 为线速度),需确保热量足以克服材料的再结晶温度。 实际值:需要达到 2000°C ~ 3000°C 的局部峰值温度(理论熔点约 1500°C)。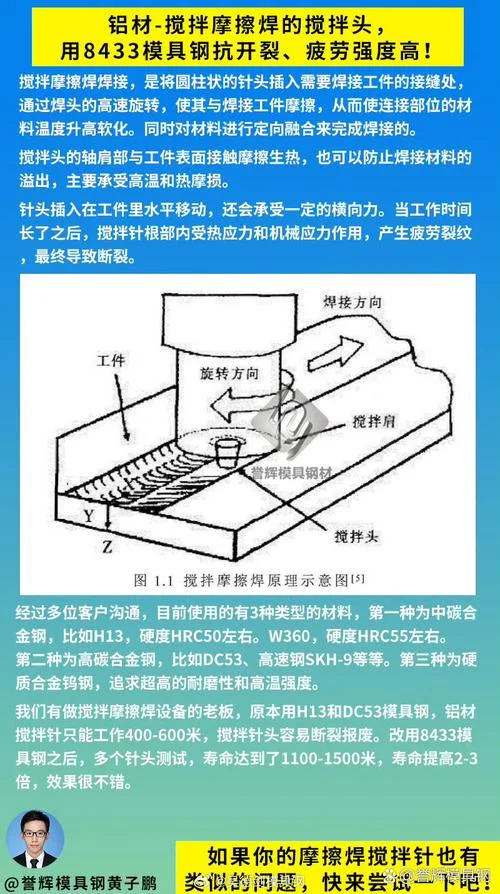
冷却速度 (Cooling Rate)
作用:控制焊缝晶粒尺寸和微观组织。 关键指标: 理论值:根据公式 计算,需实现极快的冷却速度以防止粗大晶粒形成。 实际值:在 1000°C ~ 2000°C/s 之间快速降温。焊接压力 (Welding Pressure)
作用:维持熔池形状,防止熔池塌陷导致焊接缺陷。 关键指标: 理论值:(其中 为总摩擦力, 为接触面积)。 实际值:控制在 1.5 MPa ~ 30 MPa 之间。焊接速度 (Welding Speed)
作用:作用热量输入量和热输入总量,进而控制熔深和焊缝宽度。 关键指标: 理论值:根据 推导。 实际值:在 0.2 mm/s ~ 0.8 mm/s 之间调节。数据说明与性能对比
下表展示了不同焊接速度下,焊接热输入对焊缝性能的影响分析:
| 焊接速度 (mm/s) | 焊接热输入 (J/mm) | 熔池尺寸改变 | 焊缝韧性 (UTS 强度) | 微观组织特征 |
|---|---|---|---|---|
| 0.2 mm/s | 低 | 窄,易产生未熔合 | 较低 | 晶粒粗大,存在气孔 |
| 0.5 mm/s | 中等 | 适中,热输入平衡 | 良好 | 晶粒均匀,无缺陷 |
| 0.8 mm/s | 高 | 宽,熔深较大 | 高 | 细晶粒,致密性好 |
| 1.0 mm/s | 高 | 极宽,热输入过剩 | 略降 | 出现粗晶区 |
注:UTS 代表 Ultimate Tensile Strength,即材料的极限抗拉强度。
技术优势与挑战
优势
无熔缺陷:彻底避免了氧化、气孔、夹渣等传统焊接的常见缺陷。 抗腐蚀与疲劳:形成的微观组织具有优异的耐腐蚀性和抗疲劳性能,适合在恶劣环境下服役。 结构一体化:无需填充材料或后处理(如清理、打磨),达成结构一体化制造。挑战
设备昂贵:需高精度的金刚石磨头和硬质合金压盘,初期投资成本高。 工艺限制:受限于工件的几何形状(如尖锐角落、狭小间隙),且对涂层和表面清洁度要求极高。 稳定性要求高:需很高的焊接速度和一致性,否则易产生焊接应力导致开裂。搅拌摩擦焊接(DFM)作为材料科学与热力学交叉的前沿技术,正在重塑高端制造的面貌。从航空航天的大型结构件到新能源汽车的精密连接件,DFM 以其优秀的力学性能和环保特性,成为解决传统焊接难以攻克的难题钥匙。随着金刚石磨头的强度提升和工艺控制算法,DFM 技术将在未来工业领域占据更加重要的地位。
 48 人看过
48 人看过
 45 人看过
45 人看过
 43 人看过
43 人看过
 32 人看过
32 人看过