回流焊原理视频-回流焊原理视频解读
 2人看过
2人看过
揭秘回流焊原理:从原理到工艺的深度解析
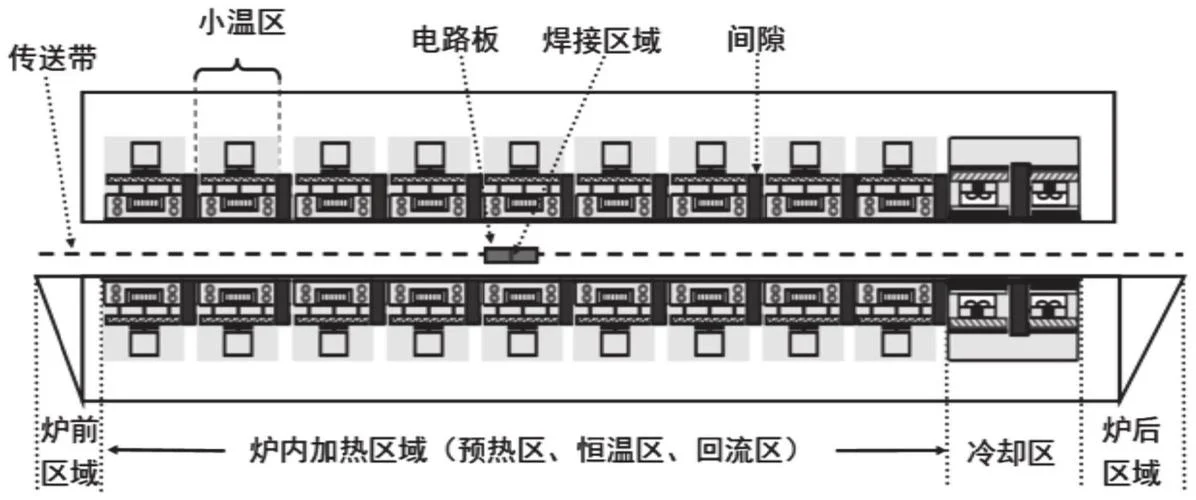
在印制电路板(PCB)制造行业中,回流焊(Reflow Soldering)被誉为“电路板之母”,是绝大多数电子元器件焊接工艺。它通过将焊盘预热、升温、保温和冷却,利用锡膏在加热过程中的相变特性,实现电子元器件与电路板之间的可靠连接。这篇文章将深入剖析回流焊的四大核心阶段、关键参数控制以及行业数据,帮助读者全面理解这一现代电子制造。
回流焊原理:锡膏的“相变”之旅
回流焊的本质是利用锡膏(Solder Paste)在加热炉中发生的物理化学转变来固定元器件。当锡膏受热至熔点时,它会经历固液两相共存,转变为纯液态锡,附着在焊盘上。
预热阶段(Pre-heat)
在加热开始前,焊盘和回流炉必须达到特定的低温(为 90°C - 120°C)。此阶段主要用于: 活化焊盘:去除表面氧化物,确保焊料能良好润湿。 预热元器件:防止电子元器件因温差过大产生热应力而损坏。升温阶段(Ramp-up)
温度以恒定速率上升(为 0.6°C - 1.5°C/秒)。此阶段首要目的是: 熔化锡膏:促使锡膏完全熔化。 润湿焊盘:利用毛细作用,使液态锡膏填充焊盘之间的微小间隙,达成良好的电学和机械连接。保温阶段(Reflow)
温度升至目标峰值温度(为 240°C - 260°C)并维持数秒(为 10 - 30 秒)。这是最关键的一步: 固液相变:液态锡膏转化为固态,通过表面张力形成“桥”,将元器件牢固地锁在焊盘上。 应力消除:在相变过程中,焊点内部的应力得到释放,大幅提升焊接的可靠性。冷却阶段(Cool-down)
温度以受控速率下降。此阶段主要作用是: 固化焊点:防止焊点过热导致锡球(Snickering)或粘连。 挥发残余物:清除焊盘表面的残留锡膏,保持清洁度。工艺参数对焊接质量影响

回流焊的成败,很大程度上取决于温度曲线(Temperature Profile)的精准控制。以下表格总结了主要工艺参数及其对焊接效果的影响:
| 工艺参数 | 典型数值范围 | 影响说明 |
|---|---|---|
| 峰值温度 | 240°C - 260°C | 温度过高会导致锡球和焊盘熔化粘连;温度过低则无法熔化锡膏,导致虚焊。 |
| 保温时间 | 10s - 30s | 时间过长易造成锡球形成;时间过短则锡膏未完全熔化,导致润湿不良。 |
| 降温速率 | 10°C - 40°C/分钟 | 降温过快引起焊盘氧化或冷焊;过快则无法形成稳定焊点。 |
| 升温速率 | 0.6°C - 1.5°C/秒 | 升温过快会导致焊盘产生热应力裂纹;过慢则效率低且能耗高。 |
| 预加热温度 | 90°C - 120°C | 决定了焊盘和元器件的活化程度,直接影响后续润湿质量。 |
行业数据洞察:效率与良率的平衡
随着自动化技术,回流焊行业正朝着高效、高精度方向发展。下面呢是基于主流制造厂商(如立讯精密、长电科技等)公开数据的市场趋势分析:
生产效率飞跃:
在先进封装和小型化趋势下,传统回流焊的日均产量已从早期的 1000 颗提升至15,000 - 20,000 颗。对于 SMT 贴片生产线而言,每块 PCB 上平均放置1000 颗以上的元器件(高密度封接),单台产线每小时可产出 4-6 万块 PCB,这是传统波峰焊难以企及的。
良品率(Yield Rate)的精细化管控:
在高端通信芯片领域,通过引入视觉检测(AOI)和X-Ray 探伤,回流焊阶段的二次检测率可提升至99.99%。数据显示,采用综合工艺优化(IPC-A-610 标准)的企业,其出货良品率平均高出传统方法约15%,直接转化为大的经济效益。
能耗与环保挑战:
尽管自动化提高了效率,但高温回流炉的能耗依然巨大。行业数据显示,一台大型回流焊炉的吨位能耗(度电/吨 PCB)约为100-120 度/吨。为了应对日益严格的环保法规(如 RoHS、REACH),很多的工厂已全面升级采用无锡焊(无铅工艺)及低温回流焊技术,将峰值温度控制在 200°C 以下,显著降低了碳排放风险。
回流焊不仅是一项简单的焊接技术,更是连接电子元器件与 PCB 的精密桥梁。凭借精准的温度曲线设计和严格的参数控制,工程师们确保了每一个焊点的可靠性。面对日益复杂的电子产品和严苛的质量标准,理解并优化回流焊原理,已成为现代电子制造工程师的必修课。随着无铅技术和智能制造的推进,回流焊将继续在电子产业链中扮演独特角色。
 21 人看过
21 人看过
 17 人看过
17 人看过
 14 人看过
14 人看过
 14 人看过
14 人看过